今天来看一个非常简单的塑料制品,最近却火遍了全球。
一个普通的医疗器材:核酸自测盒。
放在平时,这是个再普通不过的塑料制品,一种医疗耗材。可是现在疫情横行,这可是个可以救命的东西。在欧美,由于疫情肆虐,工厂停产,市场上一剂难求,美国市场上零售7美元一个。大量的订单正在涌向中国的工厂。
据了解,现在国内已经有很多人已经在做或者正在准备做这个产品,或者是在准备的路上。其热情就像2020年初全民做口罩一样。
有很多朋友想让我拿一个好的模具方案,以提高产品的质量和生产效率。我团队经过设计和精心策划,搞了几种常见的生产方案,但是由于各种生产模式的投入产出不同,因此生产成本也有很大的差异。我将这个课题放在朋友圈里,各种反映真是百花齐放百家争鸣,也没有一个最后的结果。
我趁着这次来演讲的机会,将该核酸检测盒的各种生产模式的投入和产出做一个肤浅的分析,以期抛砖引玉。本演讲的最后一节,我准备将我认为的最佳方案结合我的二个新的专利技术,给大家做一个汇报,并广泛征求大家的意见,以便让我的团队不断地进步。
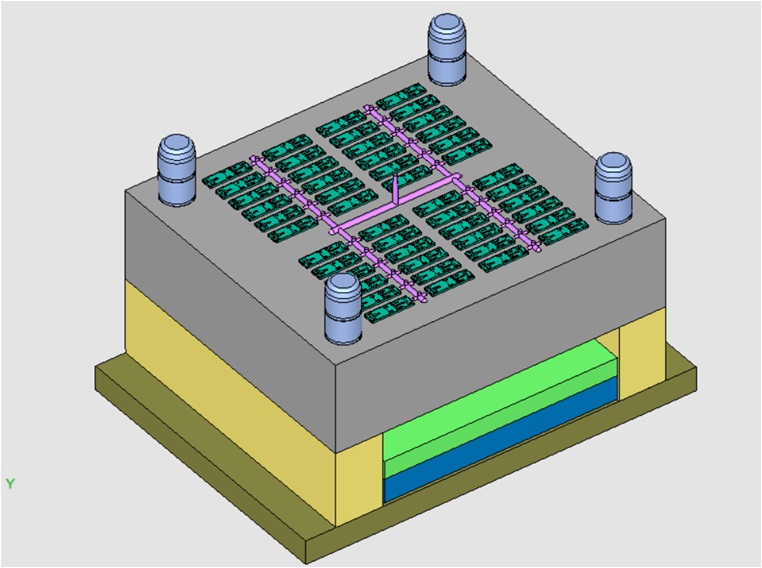
第一方案:普通大水口+潜浇口
模腔数:48•适用注塑机:国产200吨注塑机
模具尺寸:550X480。模具厚度475
模具简图

投入:
模具造价:10万人民币(以下都是指人民币)
注塑机(200吨):20万
周边设备:10万
共计40万元,按3年折旧,每年300天计算,每天折旧444元。
由于是采用了大浇口结构,必然会出现无用的废料,当然,这个废料可以按一级回料回收,每天的浇口损失计算:浇口重量70克,注塑周期按8秒计算,每天的总模数10800模次,每天浇口总重量756公斤,浇口按一级回料回收(新料的5折),ABS新料按16000/吨计算,一级回料按8000/吨计算,每天的浇口损失为0.756X8000=6048元。
24小时的理论产量为:51.84万个,每个产品重量为0.0017公斤,每天的产品重量为881.28公斤。
24小时总用料为881.28+756=1637.28公斤(1.63728吨)
每天购买ABS原料的费用为2.09088万元,减去回收浇口的0.6048万元
每天的购料开支为2.09088-0.6048=1.68808万元
24小时的理论产值为518400X0.052元(产品单价)=2.69568万元。
用于生产这个产品,这台注塑机在工厂的日常总开支:
1,管理费:(产值的5%)0.134784万元(含房租)
2,水电费:0.075万元
3,人工费:0.1万元
4,折旧费:0.044元
5,原材料费:1.68808万元
6,环保费:0.1万元•投入合计:2.141864万元
假如企业风险按20%计算,每天的实际产值为2.156544万元
每天的理论税前利润为: 2.156544 - 2.141864=0.01468万元
日税后利润146.8元
显然这种生产模式的投入产出是没有可操作性的,实际上企业的风险更大
第二方案:针阀式热流道注塑模具
模腔数:48
适用注塑机:国产350吨
模具尺寸:700X600。模具厚度550,由于针阀的结构,产品的排位比较分开,所以模具体积很大,需要比较大的注塑机。

投入:
模具造价:40万人民币(以下都是指人民币)
注塑机(350吨):35万
周边设备:10万
共计85万元,按3年折旧,每年300天计算,每天折旧995元。
每天的浇口损失计算:零
理论注塑周期:6秒
24小时的理论产量为:69.12万个,按产品单价0.0052计算,每天的理论产值为:3.6万元
每个产品重量为0.0017公斤,24小时总用料为1175公斤(1.1755吨)
每天消耗ABS原料1.175吨,购料费用为1.175x1.6=1.88万元
这台注塑机在工厂的日常总开支:
1,管理费:(产值的5%)0.18万元(含房租)
2,水电费:0.20万元
3,人工费:0.1万元
4,折旧费:0.995元
5,原材料费:1.88万元
6,环保费:0.1万元
投入合计:3.455万元
假如按这个模式生产,企业风险按5%计算,每天的产值为 3.6X0.95- 3.42万元
每天的理论税前利润为: 3.42- 3.455=- -0.035万元
显然这种生产模式的投入产出比为负值,而且实际上企业的风险值会更高。
通过上述二个生产模式的投入产出比的分析,按常规的注塑工艺来做这个产品,是无利可图的。关键原因是产品单价低,模具一-次性投入高,在现实情况下,环保成本高,回款周期长,企业的经营风险系数高。
面对这么大的市场,总是有办法的,我基本的考虑是: 1、大幅度提高生产效率,2、降低模具次性投入的成本。
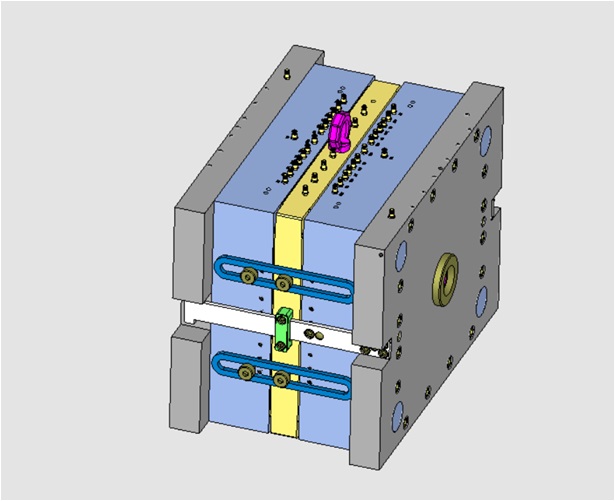
下面我提出一个生产模式:双层叠模,供大家参考,以期抛砖引玉。
模具外观

我们来看产品和浇口的布局

从上图可以看到,我们采用的是双层叠模,它的怪异之处是没有传统的方铁和顶针板。
我们搞注塑工艺的都知道,这种大面积布置的产品就是怕有飞边,因此动模板(B板)的强度和刚性非常重要,尤其是方铁之间的跨度比较大时,B板的厚度和强度必须足够,不然就会产生飞边。
这次我们团队搞出了一个新的技术,颠覆了传统注塑模具的顶出模式,由于牵涉到知识产权的保护,我这里仅可以透露一点点,请大家谅解。
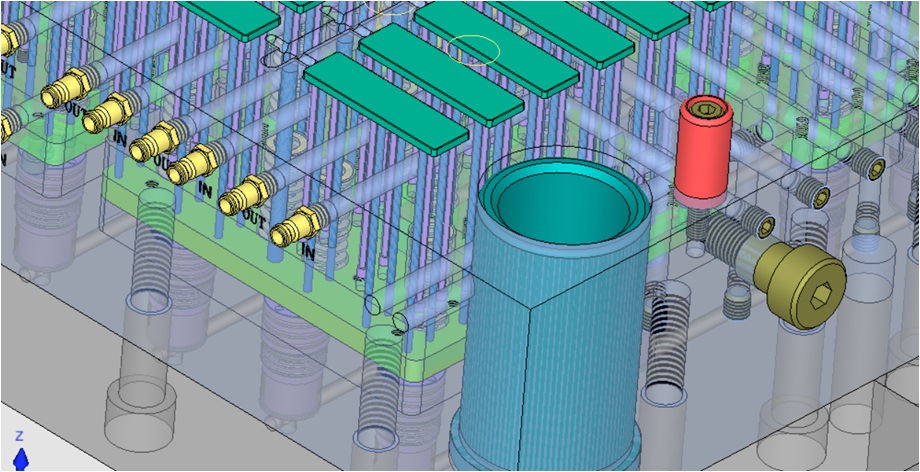
从上图可以看到,顶出机构都是隐在模板里面的,B板是紧贴在模板上的,所以无论产品排位的面积有多大,根本不要考虑B板的刚性和强度。
从上面的浇口图可以看到,传统的双层模具的二层的浇口的贯通都是异常麻烦的,现在采取的方法是利用一个巧妙的空间转换,利用一个大浇口,将二层的浇口变成一个浇注系统。
我们现在来看看此方案的投入产出比的分析,以下是模具的参数
模具的外形尺寸是:550X480,模具总厚度是420,是双层模具,每模的腔数是48X2=96
生产投入:
模具价格:20万元
适用的注塑机:普通国产200吨机,20万元
周边设备:10万元
总计50万元,按3年摊折旧,每年按300天计算,每天折旧555元人民币
注塑周期:(估计)4~8秒(看注塑机的性能而定),假如和前面案例相同条件计算,用200吨机,按每个注塑周期6秒计算,估计24小时理论产量:138.24万个
现在的售价是每个0.052元(上盖,人民币价)
假如按注塑周期6秒计算,24小时的产量是138.24万个,每天的产值为7.18848万元,每天产品重量2.35吨,浇口重量1.244吨,除去浇口回收的费用,每天实际用料:2.35+1.244X0.5=2.972吨,按每吨16000计算,合计4.755万元。
这台注塑机在工厂的日常总开支:
1,管理费:(产值的5%)0.3594万元(含房租)
2,水电费:0.10万元•3,人工费:0.1万元
4,折旧费:0.555元
5,原材料费:4.755万元
6,环保费:0.1万元
合计每天投入:5.9694万元
每台机每天可产生税前利润1.22万元。
以上的分析可能有很多不完善的地方,供大家参考。请大家提出宝贵意见,让我们共同进步。
声明:文章来源于微注塑公众号,版权归原作者所有。 |

